|
Värmeförmedlingsyta: 1–200 m² |
Rörmaterial: Sus304, 316L, SMO254, titan |
|
Tjocklek på rörets insida: 1,0 mm, 1,2 mm |
Packningsmaterial: NBR, EPDM, FKM, HNBR |
|
Värmeförmedlingseffektivitet: ≥80% |
Funktion: Värmning, kyling, värmeåtervinning |
|
Nominellt tryck: 1,8 MPa |
Arbetstryck: 1.2MPa |
|
Leveransförmåga: 20 set/månad |
Förpackningsinformation: fumigeringsvirkeslåda |
|
1. Kondensor: I denna konfiguration är syftet med värmeväxlaren att möjliggöra omvandlingen av en gas till en vätska. Värmeväxlarens roll, enligt dess namn, är att kondensera ånga på en kall yta. Kondensorn är alltså ett kylsystem som möjliggör värmeutbyte mellan ett köldmedium och ett externt medium, vilket säkerställer fasomvandlingen av fluiden vid konstant tryck samt dess avöverhettning och underkylning. På detta sätt lämnar fluiden kondensorn i vätskeform och inte längre som gas. 2. Kylare: Denna gång är värmeväxlarens uppgift att kyla en vätska. 3. Värmare: Kan drivas i extrema förhållanden; syftet med värmaren inom industri är att värma en volym vätska eller gaser. 4. Förångare: Dess syfte är att koncentrera en lösning genom tillförsel av energi för att åstadkomma en fasomvandling från vätskefas till gasfas. 5. Kristallisator: I denna sista konfiguration gör värmeväxlaren det möjligt att isolera en produkt för att återvinna den ur en lösning i fast form. | |
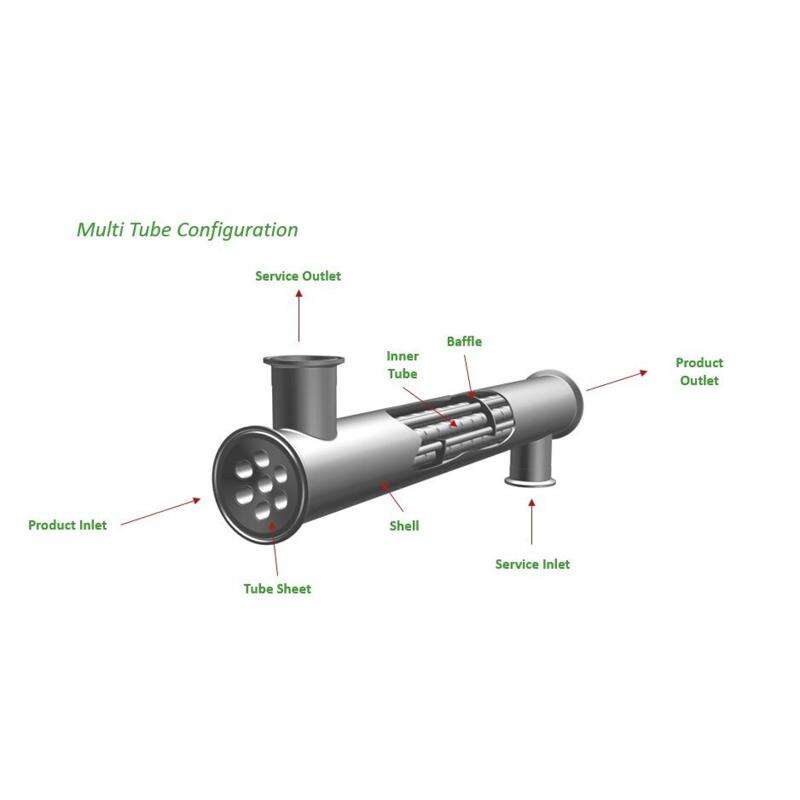
3.1 Rörformad värmeväxlare är den mest använda värmeväxlaren inom mejeri-, livsmedels-, dryckes-, kemisk- och spritproduktion.
Den består främst av skal, rörplatta, värmeväxlarrör, huvud, skiljeplatta och så vidare.
Det krävda materialet kan tillverkas av vanlig kolstål eller rostfritt stål (- Självklart. 304, 316L, SMO254, SS2205 osv. ).
Under värmeutbytet kommer en vätska in från huvudets anslutningsrör, flödar in i röret och flödar ut från utgångsröret i andra änden av huvudet, som kallas rörsidan. En annan vätska kommer in i skalen genom munstyckena och flödar ut ur skalen genom en annan Det här kallas skalsidan.
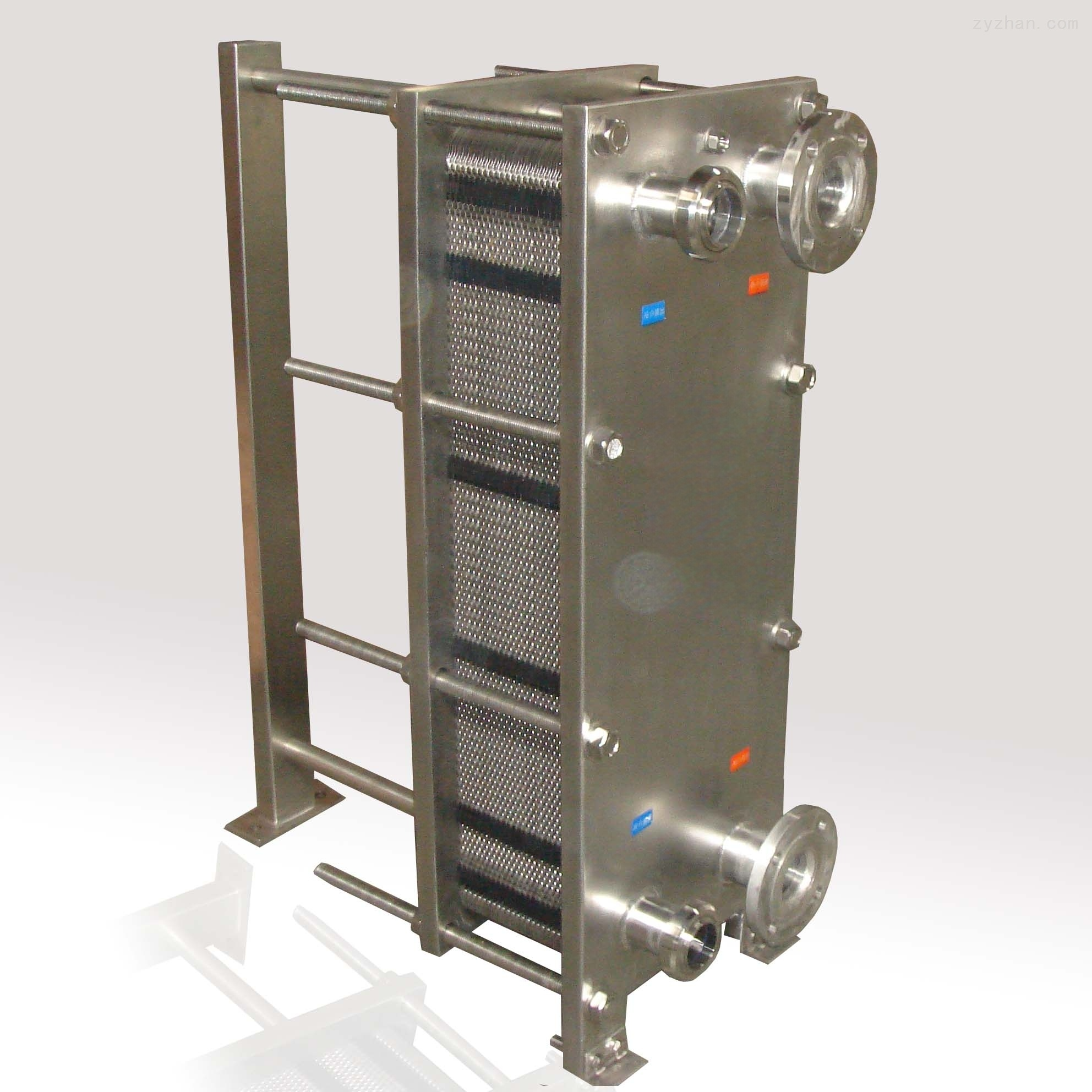
3.2 Fördelar med rörvärmeväxlare:
1, Hög värmeöverföringskofficient: Gängad rör är tillverkad av rostfritt stål med hög värmeledningsförmåga i den interna och
yttre tråd kombinerad med hög effektivitet värmeöverföringselement, gjord av gängad rörvärmeväxlare, i fall av vätskemotstånd är inte stor, det bildar stark turbulens, förbättra värmeöverföringskvoterna inuti och utanför röret.
2. För att Kompakt struktur: stor värmeöverföringsområde per volymenhet. Den totala värmeöverföringskofficienten är hög, vilket minskar golvyta kraftigt och sparar material och utrymme.
3. Det är inte lätt att avkalka: På grund av den speciella konkava och konvexa strukturen hos den gängade röret skapas en flerströmslager- och roterande rengöringseffekt både inuti och utanför röret. Dessutom innebär värmeutvidgningen och kallkontraktionen av röret att inga föroreningar lämnas kvar på insidan eller utsidan av rörväggen, vilket gör att avkalkning sker sällan och den långsiktiga driftverkningen är god.
4. Läckage är inte vanligt: Tätningens längd samt den tjocka gängan på det gängade röret, som liknar en expansionsfog, ger produkten en egen kompensationsförmåga; termisk spänning i värmeväxlaren är liten, vilket gör att läckage är ovanligt.
kompensationsförmåga; termisk spänning i värmeväxlaren är liten, vilket gör att läckage är ovanligt.
5. Enkel installation: Denna serie värmeväxlare finns i två utföranden – horisontellt och vertikalt – vilket gör installationen enkel i olika
1-Mjölk och grädde Kylteknik:
Mjölkuppsamling och kylning: 30 ℃→5℃
Isvattentemperatur: 12 ℃←2℃(3:1)
2–Kokosnöt Grädde Kylteknik:
Mjölk & Vatten insamling och kyling: 30 ℃→5℃
Isvattentemperatur: 12 ℃←2℃(3:1)
2-delad yoghurtkylingsteknik:
Yoghurt: 45 ℃→15℃
Isvattentemperatur: 12 ℃←2℃(3:1)
3- Glass Kylning : 40 ℃→5℃
Isvattentemperatur: 12 ℃←2℃(4:1)
4- CIP-uppvärmningsteknik:
THE: ånguppvärmning: 50 ℃→85℃(ångtryck 0,6 MPa)
5-Juice och dryck Uppvärmningsteknik:
DEN: 35℃→85℃ ( uppvärmd varmvatten 0.3Mpa)
Kylning av juice och drycker teknologi :
DEN: 85℃→45℃ ( kylvatten 0.3Mpa)
Kylning vattentemperatur: 40℃←30℃(4:1)
6-Sockersmältning och Uppvärmningsteknik:
DEN: 30℃→65℃ ( uppvärmd varmvatten 0.3Mpa)
Kylning av sockerlösning teknologi :
DEN: 65℃→30℃ ( kylvatten 0.3Mpa)
Kylning vattentemperatur: 40℃←30℃(3.5:1)
7-Tomat Klistra Uppvärmningsteknik:
DEN: åtvärmning med ånga: 25℃→95℃(ångtryck 0,6 MPa)
Tomat Pasta-kylning teknologi :
DEN: åtvärmning med ånga: 95℃→50℃ ( kylvatten 0.3Mpa)
Kylning vattentemperatur: 40℃←30℃(4.5:1)
Rörformade värmeväxlare a används allmänt i olika tillämpningar, inklusive Mejeriprodukter, drycker, juice, honung, grädde, tomatpuré, chilisås, sojamjölk. S sojasås, VVS industriella processer samt fjärrvärme- och fjärrkylsystem.
Tekniska parametrar för rörformad värmeväxlare växlare
S enkelrörig rörformad värmeväxlare växlare
|
Produktion |
Flowrate |
Driftteknik |
Värmeytans area |
Medium |
|
Ferskmjölk |
5 000 l/h |
30℃→5℃ |
TG-J- 10B |
7500 l/h, 12℃←2℃ |
|
C kokosvatten |
5 000 l/h |
30℃→5℃ |
TG-J- 10B |
7500 l/h, 12℃←2℃ |
|
Yoghurt |
5 000 l/h |
43℃→5℃ |
TG-J- 18B |
20000 l/h, 12℃←2℃ |
|
Ro vatten |
5 000 l/h |
20℃→85℃ |
TG-J- 6B |
Ånga, 0,6 MPa |
|
C IP |
20000 l/h |
50℃→85℃ |
TG-J- 4B |
Ånga, 0,6 MPa |
|
T tomatsås |
3000 l/h |
20℃→85℃ |
TG-J- 12B |
Ånga, 0,6 MPa |
|
P ipe Material SUS304 ,316L, titan ,SMO254, SS2205 |
||||
M flerrörsrörvärmare
|
Produktion |
Flowrate |
Driftteknik |
Värmeytans area |
Medium |
|
Glass |
5 000 l/h |
85℃→40℃→8℃ |
TG-JZH- 30B |
23000 l/h, 40 ℃←30℃ 16000 l/h, 12℃←2℃ |
|
Mjölkblanding |
5 000 l/h |
65℃→40℃→5℃ |
TG-JZH- 20B |
13000 l/h, 40 ℃←30℃ 18000 l/h, 12℃←2℃ |
|
juiceblandning |
5 000 l/h |
85℃→50℃→20℃ |
TG-JZH- 20B |
18000 l/h, 40 ℃←30℃ 15000 l/h, 12℃←2℃ |
|
F rå mjölk |
5 000 l/h |
5℃→65℃→85℃→5℃ |
TG-JZH- 35B |
S ånga 300 kg/h 15000 l/h, 12℃←2℃ |
|
P ipe Material SUS304 ,316L, titan ,SMO254, SS2205 |
||||
|
Frågeformulär av rörformad värmeväxlare |
||||
|
No |
Teknisk parameter |
Svar |
Teknisk parameter |
Svar |
|
1 |
Produktion |
|
Viskositet CPS |
|
|
2 |
Flöde: L/tim |
|
Densitet kg/L |
|
|
3 |
Inloppstemperatur: ℃ |
|
PH-värde |
|
|
4 |
Utlöpstemperatur: ℃ |
|
Fett % |
|
|
5 |
Material |
|
Värmekälla |
|
|
6 |
Material |
|
Kylkälla |
|
För mer information kan du kontakta oss:
E-post : [email protected]
WhatsApp: +8613918733638
WeChat: LV06090709
1. Vi kommer att välja olika rörsorter och material baserat på kundernas olika driftsförhållanden.
2. CONLON Tube-rörräkare erbjuder många bearbetningsfördelar, inklusive möjligheten att hantera höga tryck och temperaturer; vätskor med stora mängder partiklar samt produkter med hög viskositet. De är utformade för hygienisk användning och rengöring i stället (CIP), är robusta, ger långa processdriftstider och är lätta att underhålla.
3. Med olika typer och ett brett utbud av alternativ har CONLON Tube-rörräkare utvecklats med expertkunskap och en djup förståelse för behoven inom mejerisektorn, närings- och hälsobranschen. De kan levereras med släta eller veckade rör, i ett brett utbud av konstruktionsmaterial – från rostfritt stål till speciallegeringar – för att anpassas till vätskegenskaperna, och är noggrant anpassade efter de specifika processkraven. Oavsett dina värmeöverföringsbehov hjälper våra experter dig att hitta den bästa lösningen.
Q1: I vilken stad befinner ni er? Hur kommer jag till er fabrik? Är ni ett handelsföretag eller en fabrik?
A1: Vi befinner oss i Shanghai Stad, Kina. Det tar 1 timme från flygplatserna PVG och Hongqiao till vår fabrik.
Vi är en tillverkare med en handelsfilial.
Q2: Varför är ert pris högre än andras?
A2: Vi erbjuder högkvalitativa maskiner i vår verksamhet. Välkommen att besöka vår fabrik ing och se skillnaden s i vår arbetsanläggning .
Q3: Vad är leveranstiden för utrustningen?
A3: Normalt 30–60 arbetsdagar, beroende på olika maskiner.
Tillverkningstid för värmeväxlare: inom 15 arbetsdagar.
Tillverkningstid för rörförmad UHT-pasteurisator: inom 30 arbetsdagar.
Tillverkningstid för aseptisk UHT-sterilisator: inom 50 arbetsdagar.
Tillverkningstid för homogenisator och CIP-rengöringssystem: inom 50 arbetsdagar.
Tillverkningstid för blås-, fyllnings- och etikettermaskin: inom 50 arbetsdagar.
Vi kan förkorta tillverkningstiden beroende på arbetsförhållandena.
Q4: Hur monterar man era maskiner när de anländer? Hur mycket kostar det?
A4: Först kan vi leverera ritningar som referens; utrustningen levereras som en komplett maskin.
O r Vi kommer att ordna våra ingenjörer till er fabrik för att installera maskinerna och träna er personal i hur maskinerna ska drivas. Om du behov.
Kunderna tar ansvar för A boende en plats och vår ingenjörsavgift för idrifttagning är 300 USD/dag/person.
Alternativt kan ni ordna du ingenjörer att studera på vår fabrik. Ni är ansvariga för flygbiljetterna,
Q5: Hur lång tid tar installation och provkörning?
A5: Beroende på maskinerna och förhållandena i er fabrik. Om allt är
klart tar installationen cirka 5 dagar, och provkörning samt utbildning tar 5–10 dagar.
Q6: Hur är det med reservdelarna?
A6: Vi skickar ett års tillräckligt antal lättövergående reservdelar tillsammans med maskinerna kostnadsfritt .
Q7: Vad omfattar er garanti?
A7: Vi erbjuder en årsgaranti från det tillfälle då utrustningen har godkänts efter felsökning samt livslång teknisk support. Vår service is omfattar även underhåll av maskiner och reservdelar.
Q8: Vad är ert betalningsvillkor?
A8: Betalning för enskild utrustning: 50 % T/T som förskott, därefter 50 % T/T innan frakt. (L/C accepteras också).
Betalsätt för kalkonbearbetningslinjen: 40 % T/T som förskott, därefter ska 60 % T/T betalas innan frakt.
Vi har unik expertis inom konstruktion och process-teknik för utrustning till produktionslinjer för mjölk, juice, glass, yoghurt, ketchup och öl. Med omfattande erfarenhet av kompletta produktionslinjer erbjuder vi schlutfärdiga lösningar för hela produktionslinjer vid olika hastigheter.
Nr 1555, Xiaonan Rd, Nanqiao Town, Fengxian-distriktet, Shanghai-staden, Kina
Upphovsrätt © Shanghai Changlong Industrial Equipment Co., Ltd. Alla rättigheter förbehållna Integritetspolicy